Steampac™ Biomass Boiler Range
High performance, long life and low maintenance combustion systems in an affordable package
High performance, long life and low maintenance combustion systems in an affordable package


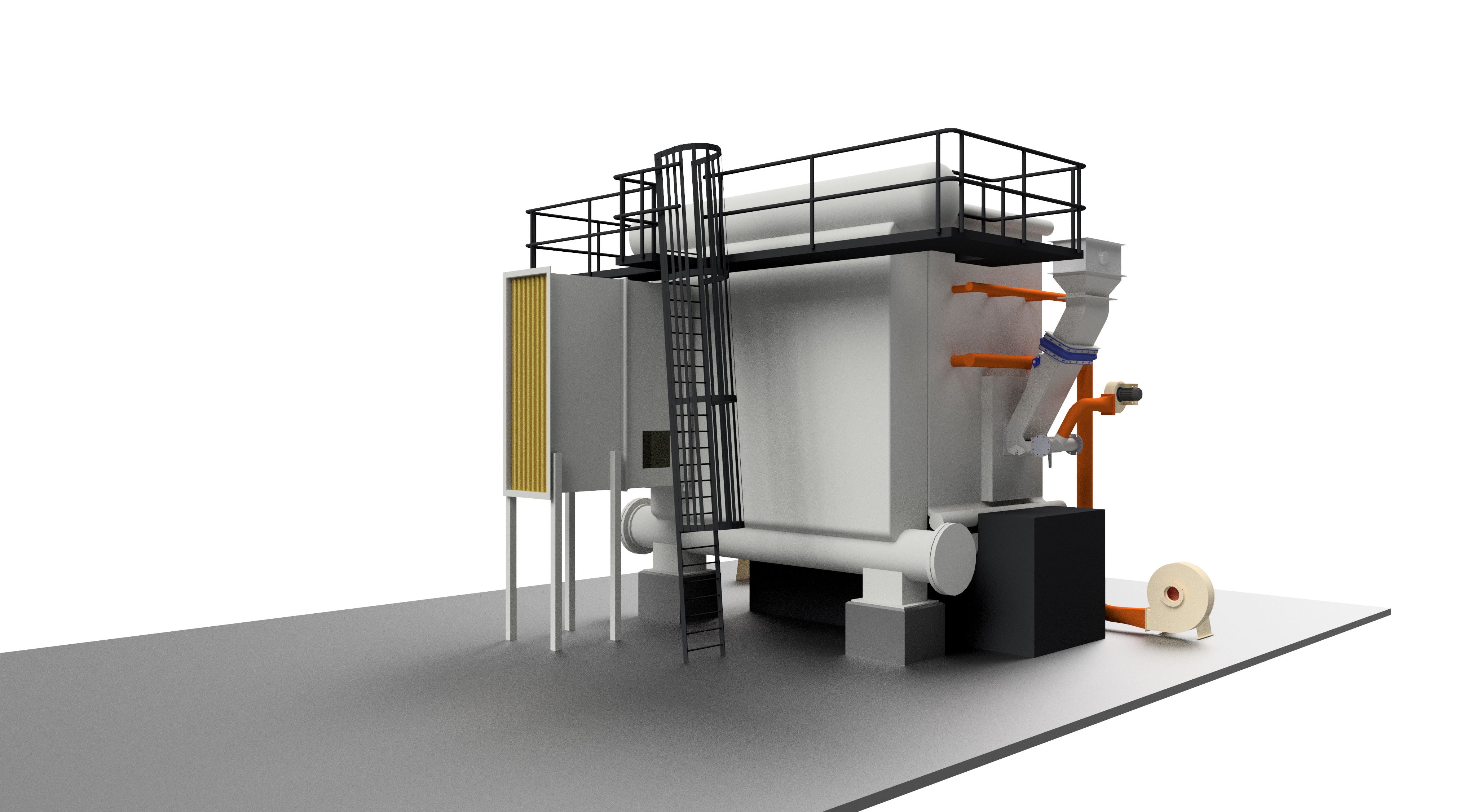
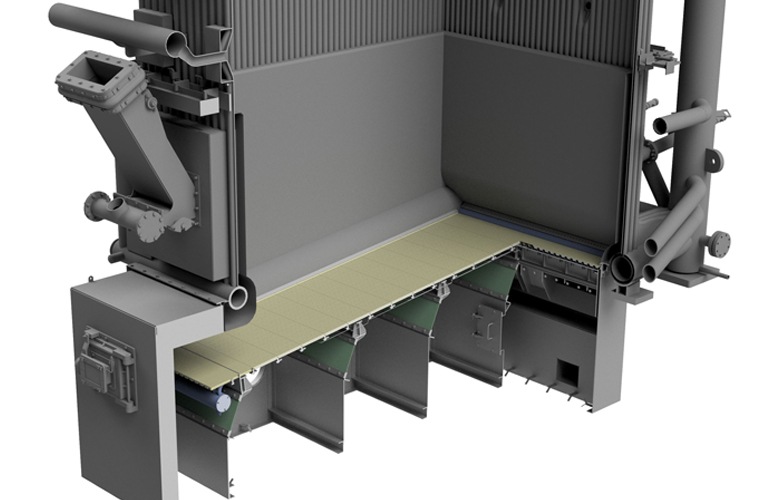
The economiser pre-heats the boiler feedwater before it enters the steam drum. The Windsor economiser is a continuous horizontal flow design. It is designed to be non-steaming under all load conditions. Windsors in depth understanding of boiler design means we can optimise efficiency vs capital cost to provide fuel savings over time.
Further gains in fuel efficiency and combustion stability are made using a heat exchanger in the feedwater loop to preheat the forced draft combustion air supplied to the boiler below the grate. Clients enjoy lower fuel cost, better steam control and lower particulate emissions when combustion is controlled properly. This is not required for the pellet boiler due to its low moisture content and is not included.
The control system will utilise an Allen Bradley CompactLogix based PLC and associated I/O. The human interface for the boiler is a Schneider Magelis 10.4” HMI touch screen located adjacent to the boiler. A data register is available for interfacing with the client’s site SCADA system if required. An ethernet switch is included in the panel for this purpose. The boiler control system will fully control the boiler from after manual light-off phase through to full operation of the boiler at required load. The control system will protect the integrity of the boiler from damage and fully comply with the New Zealand Boiler Code of Practice.
Two ash screws from the generating bank lead into the grate ash transfer conveyor fitted at the end of the vibrating grate. These are electrically driven but could be manually operated for cost reduction purpose. The system is designed to provide continuous operation without shut-down to de-ash between statutory inspections. Due to the low ash content of pellets, manual ash extraction is sufficient.